三号联硫磺回收装置运行模式分析
来源:公文范文 发布时间:2022-12-30 21:25:02 点击:
 设计咨询有限责任公司设计。其设计天然气处理规模为50×104 Nm3/d,天然气脱硫及硫磺回收采用MDEA+自循环LO-CAT工艺,LO-CAT自动循环系统的最大酸气处理量为256 Nm3/h,其中H2S浓度为25.3%,硫磺产量2.0 t/d(84 kg/h)。该系统酸气最小设计处理量为50 Nm3/h。从吸收氧化塔排放至大气的气体,硫化氢浓度小于等于1ppmv。
设计咨询有限责任公司设计。其设计天然气处理规模为50×104 Nm3/d,天然气脱硫及硫磺回收采用MDEA+自循环LO-CAT工艺,LO-CAT自动循环系统的最大酸气处理量为256 Nm3/h,其中H2S浓度为25.3%,硫磺产量2.0 t/d(84 kg/h)。该系统酸气最小设计处理量为50 Nm3/h。从吸收氧化塔排放至大气的气体,硫化氢浓度小于等于1ppmv。
2 化学药剂用量消耗情况分析
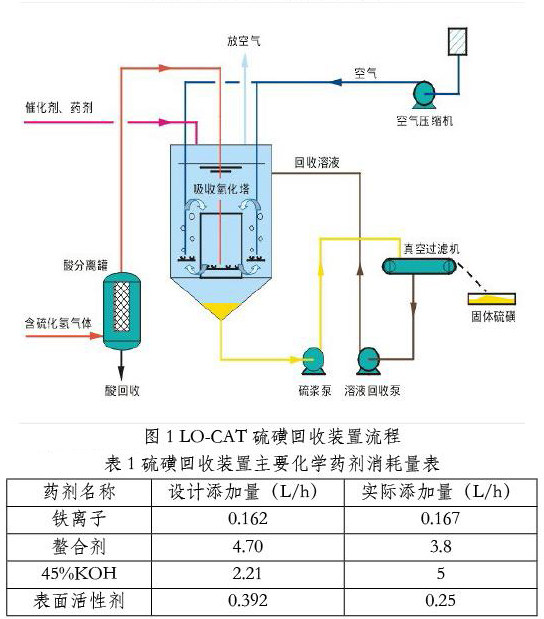
本装置正常开工平均潜硫量为1.2 t/d左右,约为正常设计值的60%,化学药剂消耗数据如表1所示。
由表1可看出各药剂的设计添加量中螯合剂的用量远大于其它药剂,其费用约占整个药剂费用的65%,可以说整个装置运行的经济性与螯合剂的用量息息相关。
螯合剂的主要作用是保护溶液中铁离子在碱性环境中不发生沉淀,一般认为其降解消耗主要发生在亚铁的再生阶段,降解最终产物是CO2、H2O、NH4+等。螯合亚铁与氧气发生再生反应时会产生一些小分子活性物质,如H2O2、O2-、OH·等,这些活性物质具有强氧化性会攻击螯合剂分子的C-N键,造成螯合剂的分解。除此以外H2O2、O2-、OH·还发生其他两个反应:①与亚铁反应生成三价铁;②与稳定剂反应。这三个反应为竞争反应。
通过以上分析可知,H2S的吸收反应过程中螯合剂不发生降解,亚铁再生过程中产生的一部分H2O2、O2-、OH·会导致螯合剂降解,即在其他条件不变的情况下,螯合剂的降解只与处理酸气的潜硫含量有关。
3 运行期间出现的问题及改进措施
3.1 离心泵机械密封问题
泵在正常运行时输送的介质中含有大量的硫磺颗粒,在使用过程中这些硫磺颗粒非常容易的进入泵的动静环密封内,机械密封基本15~30天就会磨损坏,严重影响装置的平稳运行。
3.2 表面活性剂添加问题
硫磺与水极性不同,表面活性剂可增加硫磺在水中的润湿性,使得硫磺颗粒更易于沉淀。当表面活性剂没有添加或添加量过少时,硫磺颗粒很容易吸附在微气泡上或与碳氢化合物结合,飘浮在溶液表面,从喷射泵及硫磺浆泵基本看不到硫磺;如果表面活性剂添加过量,会分散溶液中硫磺的絮状形态,使得硫磺变细,悬浮在溶液内不易沉淀,给过滤机操作带来很大麻烦,硫磺滤饼变薄,严重时甚至过滤不出硫磺。
3.3 硫代硫酸盐浓度过高
此反应产生H+,所以S2O32-是稳定剂的主要成分,有利于保护螯合剂。溶液ORP值大于-125 mV时,S2O32-会与过量的氧气继续反应生成SO42-,后者的溶解度相对前者而言低很多,浓度高时容易发生结晶堵塞管路,在溶液温度较低时这一现象更加明显。
4 催化剂国产化替换经验
国外原装催化剂存在供货周期长,价格贵,供应商服务不及时等缺点,药剂的国产化替换是大势所趋。
4.1 匹配实验
将国产国类型催化剂和国外催化剂配置到一起,看是否产生沉淀等问题。
4.2 单个药剂更换
先把铁离子罐内国外催化剂打空,装上国内铁离子催化剂,使用计量泵添加国产的铁离子催化剂,其它还是添加进口催化剂,监控尾气、pH、ORP等值,持续时间15天。没有异常情况下,按照此方案更换完成其它催化剂。
4.3 整体更换
单个催化剂更换完成之后,稳定运行了1个月时间,确保没有问题的前提下,为了更准确的判断国产催化剂的性能,我们最后采用全部更换的方案,把塔内溶液全部排空,因为塔内已经混有进口和国产催化剂,如果要证明国产催化剂的效果,需要更长的时间,为此,我们排放掉全部溶液,重新全部填充国产药剂,再次重新开车。
5 运行模式的创新经验
响应中石化运行模式的变化,采油三厂三号联硫磺回收车间也从单一采购催化剂模式变成运行外包模式。化学药剂厂家不再是单独的提供催化剂了,而是采用按照酸气量来结算的方式进行外包。这个模式的改变带来以下几个优点:
①成本降低,原来采购药剂,厂家很少要求减少药剂的添加量,药剂添加量越多,厂家获利越大。改为按酸气处理量结算之后,厂家严格检测各项数据(螯合剂浓度厂家才能检测),根据数据调整药剂添加量,这样厂家能节省费用,变相我们也节省了费用。②采用外包方式,厂家责任大了,因为酸气不达标,厂家是结算不到钱的,毕竟技术方面厂家是优于我们的,所以厂家时刻操心监控整个装置的运行情况,我们只负责设備等正常即可,厂家对我们的培训也越来越到位,因为培训不好,装置的所有问题都会影响到厂家的效益和口碑,我们不只是学到了更多的知识,装置由增加一个专业的单位一起负责。整个装置的故障少了很多,外包半年之久,装置一直平稳运行。③所有检修、维护、保养得到了一个专业的单位帮忙把关,因为是按照酸气量结算,所以厂家也会要求我们的检修等工作做到位,厂家会技术把关,这样工作失误的可能性大大减少。
6 存在问题及建议
6.1 鼓风机的性能下降
本装置采用罗茨风机,由于使用时间长,故障率高,风量也从最开始的880立方每小时降低到800立方每小时,鼓风机的油也常漏到出口风里面,使氧化风带油,影响到溶液的表面活性,会导致硫磺飘浮在液面难以沉降。
6.2 硫磺饼带药量过大
硫磺回收装置产生的硫磺颗粒是通过真空过滤方式进行固液分离,得到含水量30%左右的硫磺饼。为了防止药剂夹带在湿硫磺中损失,过滤机原本设计有脱盐水对硫磺饼进行冲洗,但是过滤机真空盒过短,如果采用冲洗水进行冲洗的话,得到的硫磺含水量过高。
6.3 现场所有手阀阀杆生锈
由于装置流程简单,基本很多手阀几年都不需要操作,加上很多阀杆是碳钢材质,时间长了易锈死,再操作开阀变的很困难。
推荐访问:硫磺 装置 回收 运行 模式